一名高级技术人员在工厂使用搬运设备方面拥有丰富经验的高级技术人员总结了他的10年经验,并将其带入了工厂内部培训的材料。他现在正在与所有人分享本质。 (本文以进程活塞机为例)

压缩机的安装是土木工程和正式生产之间的重要任务。压缩机操作过程中发生的大量故障是由安装不当引起的。可以看出,正确安装压缩机是维持正常生产和运营安全的重要措施之一。
安装前三个准备工作
1。组织准备
在安装之前,必须考虑当地条件,并结合特定条件,必须建立安装和施工的组织结构,并且必须指定全职人员来负责施工。
2。供应准备
在施工之前,必须准备建造材料,处理和提升工具,检查和测量工具(包括工具)。测量和检查工具的规格和准确性应遵守国家计量部的法规,以及具有可疑规格和准确性的工具应及时校准。
在安装之前,应使用制造商提供的一般图纸和说明检查压缩机零件。经过必要的检查和清洁后,只有在机器本身没有故障时才能进行安装。如果机器本身有缺陷,则必须及时处理。
3。技术准备
技术准备是安装前的重要任务。没有此准备,就无法进行安装。盲结构肯定会影响安装质量,这是不允许的。技术准备包括设备说明,施工图,施工操作程序和质量标准等。在施工之前,必须对图纸进行审查,并纠正了过程布局以避免与其他项目(例如管道,电路,沟渠等)冲突。请特别注意不要在沟渠上设定基础或阻碍管道的通过。
主:以上三个准备工作是主要部分。诸如消化技术信息,熟悉设备绩效,建筑人员培训以及对工人的培训和学习等其他人都很重要。如果您忽略了准备工作,您将不可避免地在施工过程中遇到许多困难,这将延长施工期或降低安装质量。
安装基础起着很大的作用
除了带有振动隔离器的微型移动压缩机和无基础压缩机外,通常必须在基础上安装压缩机。基本功能是:

基本要求
1。它必须与机器的底部兼容,并确保安装的设备牢固可靠;从基本边缘到机器边缘的距离不少于100mm。
2。具有足够的强度和刚性。避免对机器的严重振动,确保机器的振动不会影响其准确性和寿命,并且不会对附近的设备,建筑物和操作员造成不利影响。
3。它具有稳定性和耐用性,可防止地下水和有害液体的侵蚀,并确保基础不会变形或部分消退。当粉底是在可能受化学液体,油或腐蚀性水分影响的环境中建造的时,应加上保护层,例如用防酸和防油水泥砂浆或涂层与45〜50%沥青,25%沥青和25%沥青。油脂或陶瓷瓷砖由〜30%的煤焦油和25〜30%的细黄色砂组成,排水和液体收集沟。
4。机器和基础的重心以及基础底部区域的质心应位于同一垂直线上。
5。为了防止共振,机器的惯性力和力矩(即干扰频率)的频率应为基数固有频率(机器 +基础)的0.75倍,或大于1.25倍的自然频率的1.25倍基础设置。对于涉及干扰频率地面和基本固有频率的情况,基础嵌入深度应适当较浅。
基础的最小厚度应为使锚螺栓的长度和切口和插槽以下的最小厚度足够。嵌入式螺栓和基础底部边缘之间的距离应不少于50mm。如果是露天基础,则基础的底部表面应在冰点线以下。
6。安装大型压缩机后,每年大约需要一次进行精确的调整。在较小的维修过程中,需要部分拆卸机器,并且由于工件的变化而需要重新调整一些零件。因此,在安装过程中必须保留相应的工作隧道和操作站点。
7.大型压缩机的基础需要在安装之前预加载,预装重量是机器总重量的1.25倍。预加载的材料可以由钢,沙子或鹅卵石制成。预装的材料必须均匀地压在基础上,以确保基础均匀下沉。应该进行预加载工作,直到基础不再沉没,这需要3-5天。
8。为了减少振动的传播,压缩机基础不应连接到建筑物的墙壁。它与工厂墙之间的距离应不少于0.3-0.5m。粉底的周围应充满松散的材料,例如炉渣和沙子。
基本接受
质量检查部,技术部和建筑团队应根据建筑图和规格共同进行基本认可。
粉底混凝土的表面应光滑且没有缺陷,例如裂缝,孔,蜂窝和裸露的条;中心线,高程,定居点观察点等应完全明确。
根据安装专业基础图纸,切换文件和验收要求,重新测试并检查基础维度,坐标,高程等。对于超过标准的项目,交货方将在通过检查后再次组织检查和接受。
主:如下图所示,因为锚螺栓孔处的基础不均匀,并且锚螺栓孔很大,因此很难将铁巢铲除。放置垫子,将垫子熨斗放置不均匀,这将延长施工期。此外,由于大型单元的灌浆材料用于灌浆,因此要处理基础很费力,这将影响下一步的设备放置。

安装机身时要小心

一
机身安装之前的准备工作
通过基础接受度后,使用墨水线根据图纸准确地在基础上绘制以下主要中心线:主轴中心线,运动中心线和每列的中心线。
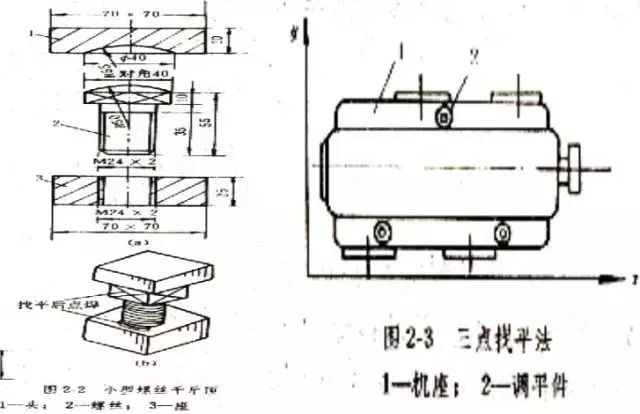
根据原则,将角放在基础上。将平坦的角放在每个位置后,使用长木标尺将其放在每组角上,以检查每组之间的高度差和水平(请参见下图)kaiyun.ccm,以进行调整。
第二步是纠正。
主:通常使用三点级别方法。每个机身都需要放置三个插孔。同时,在机身到位之后,根据特定情况。将一个插孔放在前kaiyun全站网页版登录,后,左右的位置,以方便调整机身(如下图所示)。
二
机身和中心的安装

机身是压缩机的重要组成部分,还需要在机身上安装其他零件和组件。因此,机身的安装质量与整个压缩机操作的可靠性直接相关。机身安装的关键是确保其纵向和横向级别在允许的偏差范围内。由于小型压缩机没有拆卸安装,因此安装没有问题。
安装时,首先用起重机抬起机身,然后将机身平滑地放在基础上,该基础根据中心线放置了垫子和千斤顶。机身上的每个中心线都与基础上的相应墨水线匹配。定位偏差应在±5mm之内。预先安装锚螺栓,使用千斤顶根据锚螺栓和中心线的位置对齐机身,然后最初确定高程。偏差应在±10mm之内。
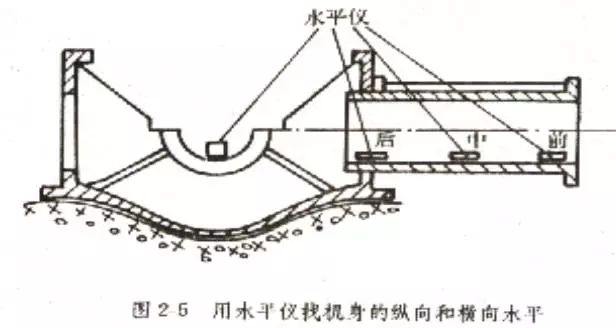
机身的纵向调节应基于滑道。在检查过程中,应使用具有0.02mm/m精度的平方水平来测量滑道的弧形表面的前,中和后部(如下图所示)。两个点是准确的,中间是参考。机身应保持水平,但允许圆柱方向上的0.03mm/m高0.03mm/m,因为在安装了圆柱体和活塞后,幻灯片的前端将稍微向下倾斜云开·全站体育app登录,以便水平可以实现。
机身的横向水平是根据纺锤体凹痕测量的。机身的水平由螺钉千斤顶调节。下一步是安装机器的内部部分,例如主轴,气缸,活塞,连杆,十字头,阀,包装,各种组件等。
第一步
安装曲轴轴承灌木丛

“着色方法”:
1。将红色油漆均匀地涂在中部滑梯上。安装交叉头后,在幻灯片中来回拉动几次。
2。拔出十字架,检查交叉头,下鞋和滑道之间的接触区域。

十字架,下鞋和中部滑梯之间的接触区域应不少于50%,接触区应均匀;否则,需要通过研磨和刮擦来处理。

完成“绘画方法”完成后,清洁交叉头和幻灯片之间的接触表面,然后重新安装十字架。

步骤2
连杆安装
吊装连杆时,您可以在没有小头鞋和大头鞋的情况下固定连杆,并用干净的布固定在轴承壳几乎靠近曲轴时,将它们固定在一起。安装连接螺栓的连杆杆,并取开布条。

步骤3
液压收紧
使用特殊的液压拧紧设备按下并拧紧活塞杆。可以使用两个压泵同时按下连杆的两个螺栓。两个按压泵可以分阶段按下。每个阶段(5MPA)的压力相同,以确保两端连接螺栓均匀拧紧

连杆连接杆的液压拧紧
步骤4
交叉头销的安装
1。连杆的小末端瓷砖必须具有适当的径向间隙。可以以与前连杆杆的大头鞋的径向间隙相同的方式检测到小头鞋的径向清除率。
2。小头瓷砖的径向清除也可以根据经验来判断。将十字头销安装到十字架上后,一个人可以手动转动十字头销(没有外力)。如果一个人可以轻松地转动销钉,则意味着小头砖的径向间隙是合适的。

步骤5
圆柱体的安装
组装之前,请小心清洁并重击接头端面,并停止每个连接组件的开口(径向方向)。检查并测量圆度,圆柱,拟合清除率和干扰,以满足组装的技术要求。

步骤6
密封
适配器的端面用密封剂密封。安装圆柱体时,在适配器的关节表面均匀涂抹一根密封胶(密封的另一种形式依赖于端面上的“ O”形橡胶环以确保密封)

步骤7
抬起圆柱体
吊装时,需要在三个方向上添加钢丝绳以调节圆柱体的水平。

气缸支撑:
使用砂纸在圆柱支撑和圆柱之间抛光关节表面到金属光泽。拧紧气缸中部和适配器之间的连接螺栓后,抬起支撑垫。

气缸级:
使用框架水平通过圆柱支撑调节圆柱体的水平。在圆柱体镜的前,中部和后方位置测量的气缸水平不应大于0.05mm/m,其倾斜方向应与滑道一致。

步骤8
抬起活塞
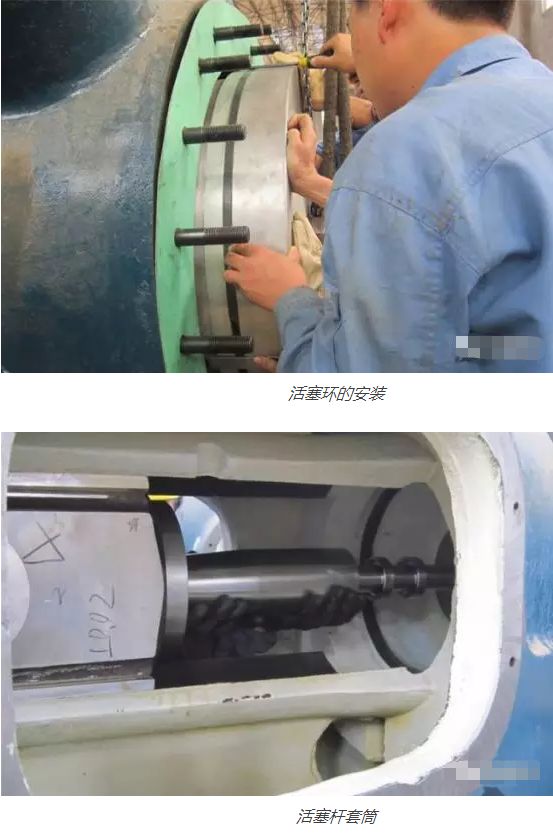
抬起活塞时,在活塞杆上放置一个水平,以确保活塞水平抬起。当活塞主体即将进入气缸端口时,在活塞的末端刻有一个痕迹。安装活塞环和支撑环时,活塞环的开口位置应彼此相反。交错的所有开口都有一定的开口差距,同时,应将活塞环的开口位置彼此交错,所有开口位置都应与圆柱体上的阀门端口交错。
在将活塞杆插入包装密封装置和油刮板中时,应使用压缩机制造商提供的导套套,以防止刮擦活塞杆,然后用液压连接并用十字头拧紧。
当活塞杆袖进入中心时,请注意袖子和十字头之间的距离,以防止套筒太近,无法将其取出。取出套筒并安装液压连接设备。注意加载,向前和逆转顺序。


气缸盖的安装
三
电动机对齐
电动机的安装是在安装和定位压缩机主体后完成的,然后根据压缩机主体的曲轴进行平衡。
使用钢尺水平倾斜在两个耦合的顶部外边缘。钢尺水平靠近机身的曲轴。用眼睛观察电动机耦合与钢尺之间的光泄漏缝隙。使用标尺在0°90°时测量。两个耦合之间的距离。调整电动机的高度(使用顶部螺钉进行调整)。

机身内部零件的拆卸
1。按顺序从压缩机主体上卸下十字架,连杆,曲轴和轴承。在拆卸之前,用白色油漆笔标记每个重要组件。
2。必须准备拆卸时,特殊的拆卸工具,提升工具,绳索组等。绑扎和举起时,请注意不要瘀伤或应变零件。
3。拆卸的零件应放置在适当的位置。对于重要的部分,最好将它们放在滑板上,例如连杆,曲轴,轴承和销钉等,并且应稳定地放置。小物品(例如螺栓和螺母)放在盒子里。精度零件必须专门保存。

清洁和放置内部零件
用干净的棉,丝绸和软刮刀和煤油小心地清洁零件。

将曲轴水平放在卧铺上,不应强调曲轴杂志。

使用外径千分尺测量曲轴轴承的外径:
1。水平测量两次,在轴周围旋转90°,然后再次测量两次。
2。找到测量值的平均值,以确定曲轴的实际直径。

使用内径拨盘指示器来测量连杆大头砖的内径:
1。使用与外径千分尺相同的步骤来测量大头砖的实际内径。
2。根据曲轴杂志的实际直径计算曲轴轴承间隙。